

To be truly efficient and reliable, conveyor belts need to run straight and true. When they do not then the cost in terms of lost output, belt damage and spillage can be very serious. Despite steering and handling problems being a fairly frequent occurrence, little is ever written on the subject. Here, Jeroen Kattouw, one of Netherlands-based Dunlop Conveyor Belting’s most experienced and highly regarded application engineers provides helpful guidance on the most common causes of belt alignment problems and how best to avoid and resolve them.
Identifying the source of the problem
When conveyor belts are misaligned the first step is to identify the source of the problem. Although there are two distinct sources, which are the conveyor itself or the actual conveyor belt, it should be noted that there can sometimes be a combination of causes. The recommended approach is therefore a process of elimination.
Causes of Misalignment due to conveyor problems
- Pulleys may not be mounted level and square to the centre line of conveyor causing the belt to run off on the slack side.
- Idlers may not be properly aligned.
- The belt may not be loaded centrally. If the material loaded on the belt is off-center then this will make the belt run off to the empty side. The only remedy is to re-design/re-align the loading chute.
- The belt may be exposed to wind turbulence, especially cross winds.
- The belt may be dragging against protruding stationary parts of the conveyor framework.
- The tripper may be askew because of clearance between rails and wheel flange.
- Misalignment and/or wear of the drums
- Pressure of belt scrapers not uniform
- Dirty/unclean environment
- Incorrect pre-tension

Worn drums or lagging can cause tracking problems
Causes of Misalignment due to belt problems
- The belt may not be troughing sufficiently to give proper contact with the horizontal centre idler of trough idlers
- The belt itself may not be straight.
- The belt may not have been joined (spliced) square and true.
Time and patience required
A methodical approach and patience is absolutely essential when aligning an industrial conveyor belt. Gradual correction should take place over a period of several days or perhaps longer. Over-adjustment will almost certainly occur if hasty corrections are made.
The training or alignment of a belt involves causing it to move towards the center, from either the left or right hand side. A useful trick is to imagine that a packing case is being moved on rollers. If the case needs to travel towards the right hand then the left end of the roller should be advanced or the right end shifted back. The opposite is true if the belt is running to the left of the centerline (looking in the direction of travel). If it needs to move towards the right hand then the idlers in question need to be slewed out of center so that the left side is moved forward and the right side brought back.
The easiest way to find out where correction needs to be made is simply to look along the edge of the traveling belt in the direction of travel. This should make it easy to watch curving along the belt edge due to the belt traveling off center. Having established where such curve exists, the adjustments can be made as follows.
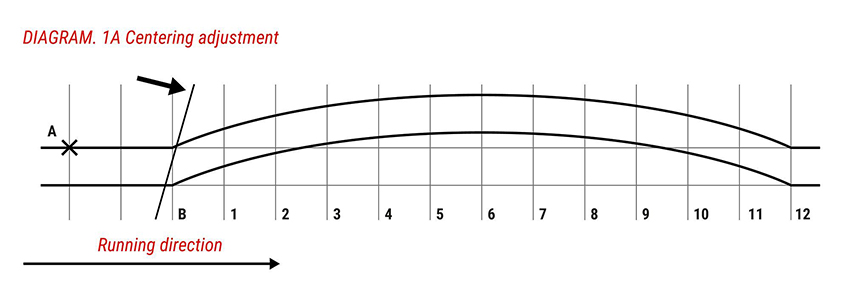
Referring to the diagram 1A, the observer at point A will watch in direction of belt travel along the belt edge and observe a definite curving out between idlers marked 2 and 11. Such a curve may extend only over 3 or 4 idler spaces or over a much greater distance. It is a good idea to mark idlers 2 and 11 with chalk in order to definitely fix the extent of the curve. It will also be necessary to mark several idlers between 2 and 11 and the belt edge in order to have a reference mark to judge the effect of the adjustments after they have been made. It is important to note that if the belt starts running off at idler 2 it means that the correction of the idler setting will need to be made one or two idlers forward of this point. In this case, idler 1 or even the idler at point B will require slewing.
Watch and wait
After each adjustment has been made it is important to observe the effect for a sufficiently long period by allowing the belt to travel at least once right round the conveyor before the next adjustment is made.

This is necessary because few belts are perfectly straight. As a result, there is always a certain amount of ”weaving” to be expected at each idler so the position of the belt at any one idler position should be judged as the average position of the weaving motion.
Misalignment caused by poor jointing
It is usually very easy to identify when a poor connection joint is causing a belt not to run straight. Looking down the line of the conveyor, the belt will pass by running centrally for a time but then start to veer off center for a period just before the joint arrives before eventually re-centering itself after the splice has passed. This repeats itself on the next circulation of that section of belt. If the wandering is sufficiently serious, such as sections of the belt touching the conveyor frame for example, then the only solution is to have the joint re-made.
Training a new belt
Training a belt should always begin on the return run beginning at the head or driving pulley, following the direction of the belt travel. Having centered the return belt, the top belt (carrying run) should then be trained, starting at the tail pulley and proceeding in the direction of belt travel towards the head or driving pulley. If the top belt runs so much out of center that it cannot be run for any length of time, it will be necessary to roughly train it before training the return belt. In this situation, the top belt should only be trained sufficiently so that it can be run without risk of damage to belt edges. The return belt is then centered, followed by training the top belt as previously described.
Having trained the belt when it is empty should mean that the belt will also run true when it is loaded. If not then the cause is almost certain to be that the material is not being fed centrally onto the belt. This can be corrected by modifying the feed chute by either changing the shape of the chute or by introducing deflecting plates or bars so that the material is loaded centrally. If it is not possible to re-position the chute then it may be necessary to train the belt in such a way that the belt runs slightly off center while empty. This should then correct itself when the belt is loaded.

Training a belt when it is empty should mean it will also run true when loaded
In virtually all cases, a belt should only be trained by realigning idlers and snub pulleys. Head or driving pulleys and tail pulleys should never be set out of square. It is sometimes convenient to use the tail pulley for temporary adjustment if the belt is running off so much when first starting up that running is not really possible but this should only ever be as a temporary measure. As soon as the return belt has been sufficiently centered the tail pulley should be set up square again before final training is completed. If a belt is running off center because of wind turbulence then the only thing to do is to provide suitable wind screening. If the belt is being dragged out of center by protruding stationary parts of the structure then obviously those parts need to be removed immediately.
Belt troughing
In the case of new belts, especially those with a thick, heavy construction in relation to their width are unlikely to trough very well to begin with. When empty, thick new belts will usually rest almost entirely on the inclined rollers with very little surface of the belt in contact with the central horizontal rollers. It is important to remember that it is the horizontal rollers that do the training or centering whereas the inclined rollers have a tendency to pull the belt out of center. This is why, when a new belt is first started when empty, difficulties can often be experienced. It is therefore advisable to train the belt as much as possible so that it will at least run without being damaged.
The belt should then be run under load for several days and during this time the belt should be gradually trained until it runs true. This will usually remove the initial elasticity (strectch) and allow the belt to trough more easily and have better contact with the center rollers helping to keep the belt centered. If the problem persists then it may well be worth having the belt specification recalculated because it may be over-dimensioned.
Common problems associated with poor quality belts
The carcass provides the innate strength of any conveyor belt. Very significantly, the strength under load needs to be consistent throughout the belt both longitudinally and transversely in order for the belt to steer and handle correctly. Although they may be the same basic specification, there can be very big differences in the quality of the fabric plies between one belt and another.

The carcass provides the innate strength of any conveyor belt
In cheaper, lower quality fabrics, although the amount of material used in the longitudinal (polyester) strands of the fabric may be adequate, the amount of transversal weft material (nylon) is kept to a minimum in order to reduce cost. Although the required tensile strength may be achieved, the longitudinal elasticity may be too low. This can cause problems with transition distances and a general inability to accommodate the contours of the conveyor and its drums and pulleys and ultimately lead to the premature failure of the belt.
An increasingly common problem involving low grade ‘economy’ conveyor belting is the use of totally polyester (EE) fabric plies in a carcass that has been sold as being an EP carcass (polyester/nylon mix) construction. The whole basis of using a mix of polyester and nylon fabric (EP) is that it has the best balance of mechanical properties including allowing a conveyor belt to run straight and true, to trough, to flex round pulleys and drums, stretch, provide sufficient transversal rigidity, longitudinal strength and much more besides. The use of totally polyester (EE) fabric compromises a whole range of essential mechanical properties*. The biggest danger is that a polyester weft can cause low transverse elasticity, which reduces the troughability of the belt as well as causing tracking issues.
(*Author’s note: The use of fabrics made entirely of polyester (EE) has its place in certain belt types and constructions. However, in those cases the declared specification of the belt should clearly be EE and not EP).
Prevention is better than a cure
Once a belt is correctly aligned and running straight and true the next objective is to keep it that way with the minimum of intervention. A simple program of routine checking and preventative maintenance not only helps to prevent unnecessary stoppages for adjustment, it also helps to increase the operational lifetime of the belt. Regular checks should therefore be made on the state of all drums, pulleys and idlers. Failure to replace these components when they begin to show signs of wear is almost always a false economy.

An unclean environment is a common cause of misalignment
Finally yet importantly, it is important to keep the working environment as clean as possible, particularly when the conveyed materials that are damp or sticky and have a tendency to build up on pulleys or return idlers because this will cause the belt to run out of line.
Stay clear, stay safe
.
Industrial conveyors can be extremely dangerous pieces of equipment. To those of us who regularly work with them, it is all too easy to become complacent and forget even the basic safety disciplines. When carrying out procedures such as aligning a belt or checking drums or idlers, always stay well clear of any moving parts when the belt is actually running. Finally, do not work alone – always make sure that there is a colleague close by who can quickly stop the conveyor in an emergency.

Jeroen has worked in the conveyor belt industry for over thirty years. During that time he has become one of the most experienced and highly respected application engineers in the industry.