A brief history of conveyor belts
Primitive conveyors have been around since 1790. The invention of vulcanized rubber in 1844 was a significant milestone. In 1892, Thomas Robins began a series of inventions that led to the development of a conveyor system used for carrying coal, ores and other products. In 1901, Sandvik invented all-steel conveyor belts. Shortly after this, in 1905, Irish-born mining engineer Richard Sutcliffe invented the first rubber conveyor belts for use in underground coalmines. They revolutionized the mining industry,rapidly replacing men and pit ponies that had, until then, been pulling and pushing heavily laden carts on rail tracks. Since those formative years, conveyors have become essential equipment across a wide spectrum of different industries.

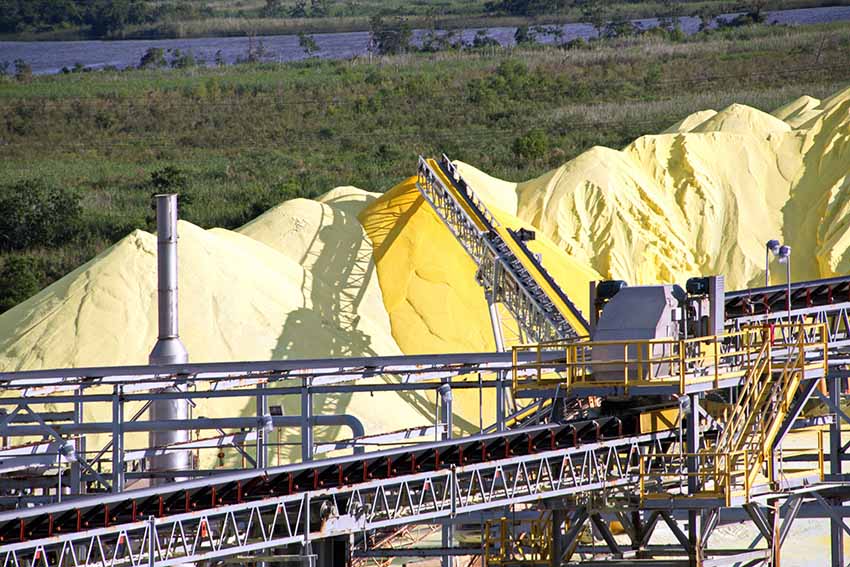
First used in mines, conveyors are now essential equipment in a multitude of industries.
As with any kind of production line, reliability and efficiency is of critical importance. The very first conveyor belts were made using what would now be regarded as a very primitive form of rubber that was sensitive to temperature changes, becoming rigid and brittle in cold environments and literally melting in hot conditions. The rubber covered a single-ply jute or hemp (sackcloth) or cotton fabric carcass. Apart from not being particularly strong, the inherent weakness of cotton and jute fabrics was that moisture penetration would cause the fabric to rot. To retain as much tensile strength as possible, belts were joined together using what is now termed as the ‘finger splice’ jointing method.
The invention of nylon in 1935 by American scientist W.H Carothers and the first commercial polyester fiber, developed by a group of British scientists in 1941, led to the gradual replacement of cotton plies with the much stronger and more durable nylon and polyester fabric plies most commonly used nowadays. Over broadly the same period, natural rubber (NR) was replaced with synthetic rubber, most commonly in the form of Styrene- Butadiene rubber (SBR) and Nitrile rubber (NBR) because of its far greater adaptability and durability. The modern day conveyor belt had been born.
Increased demands
As industry and the commercial environment became increasingly competitive, the demand to maximize output and speed up the transshipment of materials also increased. Set against this was the need to minimise costs, which opened the door to the large-scale ‘economy’ manufacturers of South-East Asia. As a result, the conveyor belt market has become dominated by low-grade ‘economy’ imported belting. In fact, with only one exception, European belt manufacturers supplement their production by importing from Asia and re-selling under their own brand. This also enables them to compete at the low-price end of the belting market.

An exception to the rule – 100% made in The Netherlands
However, one major European manufacturer, Dunlop Conveyor Belting in the Netherlands, remains the exception to this practice. Instead, they manufacture every belt they sell using their own facilities. Dunlop’s market approach is based solely on quality and ‘lowest lifetime cost’ rather than the lowest selling price. Their USP (unique selling proposition) is that they only supply belts that will provide the longest possible operational lifetime.
Continuous improvement
Nowadays, the phrase ‘continuous improvement’ is perhaps more often used by marketing executives but it remains appropriate when describing the ethos of the R&D engineers and technicians at Dunlop. In their constant search is for belts that can handle even the most aggressive materials and harshest working conditions without the need for frequent repairs and replacements. They consistently produce a steady flow of new, improved belt constructions. Alongside that, there is perhaps an even faster flow of new rubber compounds capable of meeting demands that, not so long ago, would have been thought to have been impossible.

To many, the use of imported ‘sacrificial’ belts is an irresistible but never-ending cycle.
Different industries have, of course, different needs with some naturally more challenging than others but overall an estimated 75% of belts are replaced prematurely as a result of damage. To many, the use of low price imported ‘sacrificial’ belts proves to be an irresistible but never-ending cycle. The lower the quality then the lower the ability of the belt to resist damage. The ultimate goal for the R&D team at Dunlop’s headquarters in Drachten was therefore to develop a super-tough belt that was within the reach of as many budgets as possible.
Interestingly, in order to meet this huge challenge they decided to throw the rulebook out of the window. Their approach was not only to harness advances in science and technology but also to combine them with what had worked most successfully in the past. The result was the creation of a new and unique super-strength single-ply belt, which they have called Ultra X, which is already changing traditional thinking.
Back to the drawing board
The biggest challenge for the Dunlop engineers was to design a belt that had a much higher resistance to impact, ripping and tearing compared to conventional belting while at the same time maximising production efficiency. “On demanding applications where ripping and tearing and impact are the biggest problems the key to solving the problem lies in the construction of the carcass. Because we had already developed the the hardest wearing and longest lasting rubber compounds it meant that our engineers and technicians could concentrate on the design of the carcass construction. ” explains Rob van Oijen, Dunlop‘s manager of application engineering in the Netherlands.
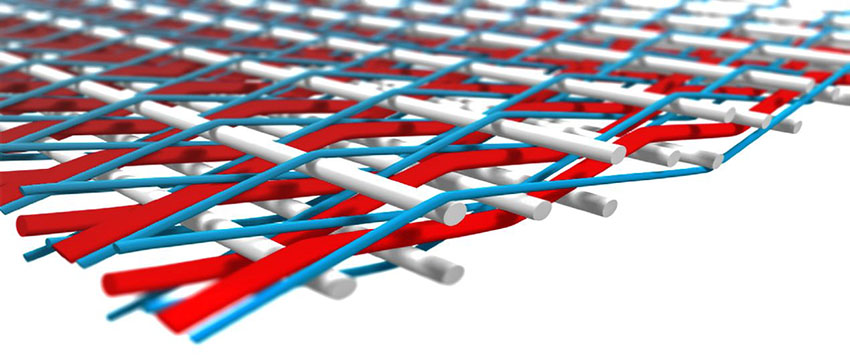
The big secret – a super-strenght ‘breaker weft construction’ fabric made only by Fenner Dunlop
The answer was discovered in their Fenner Dunlop sister company’s in-house fabric weaving facility in the USA who had developed an amazingly tough patented fabric. The specially woven fabric uses crimped warp polyester yarns to provide high strength and low stretch. These combined with strong ‘binder’ and ‘filler’ yarns created a super-strength ‘breaker weft construction’ that could be used to produce a single-ply belt carcass with exceptional strength and stability under load characteristics.
Throughout its development, sections of belt carcass were repeatedly tested to destruction, including measuring the tear resistance according to the international EN ISO 505 standard. The tests revealed that the fabric possessed more than 3 times greater longitudinal rip resistance, up to 5 times better tear resistance and a far superior resistance to impact compared to traditional 3-ply or even 4-ply belting.
Designed for the task
As every site manager will know, even the strongest, heaviest belts can be ripped, torn or punctured by foreign objects becoming trapped. “Accidental damage is something that all conveyor operators have to contend with” saysRob. “Objects get trapped and belts can be destroyed very quickly. Fitting low grade ‘sacrificial’ belts is a false economy, especially when you calculate the cost of frequently having to repair and ultimately fit replacement belts plus the cost of downtime then it really does not make economic sense”.
Even the strongest belts can be ripped, torn or punctured by sharp foreign objects
It is a common misconception that increasing the cover thicknesses and/or the number of plies will solve the problem because that is simply not the case. Ironically, belts that are too thick can cause other problems such as lack of troughability and steering and handling difficulties. All the experience and evidence points to the fact that where ripping and tearing is a problem the only effective solution is to fit a conveyor belt that has been specifically engineered for the purpose. Such belts can have a level of resistance against ripping and tearing and cope with the impact of heavy material falling from height that are several times higher compared to belts that use a conventional fabric ply construction. However, in the shorter term, some operators are genuinely unable to afford the initially higher price normally associated with such specialist belts.
A question of strength
So far, Dunlop have made Ultra X available in two strengths – Ultra X1 (Type 330), which is designed for users of EP315/2 and 400/3 conventional ply belts and Ultra X3 (Type 550), which is designed to replace EP500/3, 500/4, 630/3 and 630/4 ply belts. The fact that Ultra X is a single-ply construction belt designed to replace conventional two, three and four-ply belts has certainly raised a few eyebrows. The first question seems to be how a single-ply belt can provide sufficient tensile strength and yet still have such high levels of rip, tear and impact resistance? Rob van Oijen, manager of Dunlop’s application engineering department explains how and why.
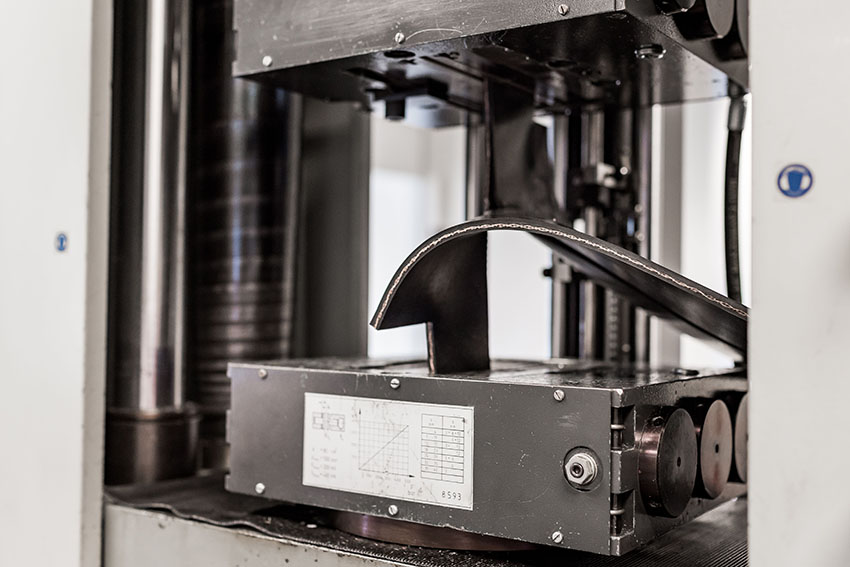
EN ISO 505 tear resistance testing
“We keep coming back to the unique fabric that we are using, which is able to withstand the kind of punishment that would destroy a normal belt, Ultra X also has amazing tensile strength. The longitudinal tensile strength of the X1 is 330N/mm and the X3 has a longitudinal strength of 550N/mm. A single-ply construction requires a finger-splice joint to be made and although they take about 30% longer to make, the enormous advantage of finger splice joints is that they retain up to 90% of the belt’s tensile strength. This is why finger splicing was the standard method used to connect the very earliest conveyor belts. It worked then and it certainly works now! By comparison, a 2-ply step splice only retains a maximum of 50% and a 3-ply step joint only achieves a maximum tensile strength of 67%”.
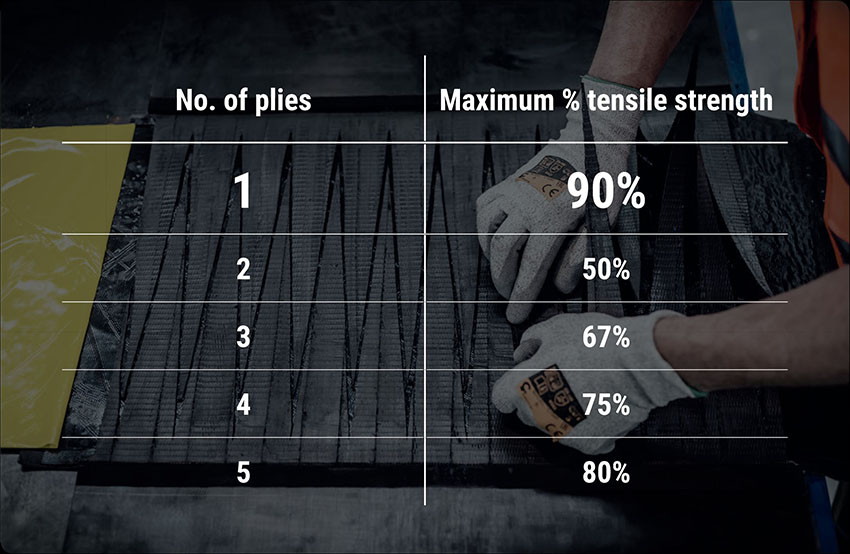
Finger splice joints provide the greatest strength
“The higher level of splice efficiency combined with the tensile strength of the X1 and X3 effectively creates equivalent tensile strengths and belt safety factors that are more than comparable to 3 or 4 layer conventional belting”.
Rob freely admits that finger splices are more costly initially but in his experience this reduces quite significantly with growing experience and the much longer operational lifetime being experienced more than compensates for the higher splicing cost. “The technical and economic arguments in favour of finger splicing are unquestionable. Finger splice joints are stronger and more durable. Ultra X has an appreciably better performance compared to conventional ply belt so the need to repair and re-splice joints is much less frequent”.

The cost of making the splice is a small fraction of the cost of a system shutdown
“To help our customers we supply the splice kits including finger pattern templates, materials and tools, a guide manual and a training film. We even provide training and supervision where warranted”. For those who still want to avoid finger splicing, the good news is that Ultra X also possesses excellent mechanical fastener retention. There certainly does not appear to be any question mark against the overall strength of Ultra X because, as their promotional film proudly states, an Ultra X3 single ply belt is able to pull up to 56 tones in weight.
Endless opportunities
Yet another advantage is that Ultra X is flexible enough to be used on smaller drive pulley diameters, “The X1 drive pulley diameter for over 60% rated tension can be as small as 315mm and the X3 drive pulley diameter, again for over 60% rated tension, can be as small as 400mm” says Sales & marketing director Andries Smilda. “Ultra X can run on mobile conveyor equipment that has always been notorious for having small pulley diameters. The dynamic stress placed on the inner carcass and splice joint by the continual flexing over small diameter pulleys seriously limits what can be fitted. Ultra X overcomes that problem”.
Under the radar
When Dunlop first launched Ultra X it was a deliberately low-key affair and under the radar of most of the market. As Andries Smilda explains, they had many reasons for taking such a cautious approach. “We knew from the years of research and intensive laboratory testing that we were onto something special. But Dunlop being Dunlop we still wanted to prove it in the field so we worked with several tried and trusted end-users”. “Having sold many tens of thousands of meters has confirmed beyond doubt that Ultra X is all that we thought it would be and more. We have not had one single complaint or technical issue”.
Most significantly of all, Dunlop’s claims seem to be supported by the growing evidence across a raft of different industries. Ultra X is now the belt of choice for a growing number of OEM’s who have reported that Ultra X has more than doubled the average belt lifetime on their mobile equipment. In France, since replacing conventional multi-ply belts with Ultra X, a large aggregates quarry saw an 87% improvement in productivity thanks to a dramatic reduction in stoppages caused by broken splices and other repairs. In Spain, one delighted operator has already seen a 50% increase in operating life.
Competing on quality and price?
Dunlop are very open about the need to be able to offer prices that are at least comparable (and often lower than) multi-ply belting. “We would never would ever compromise on quality for the sake of being able to compete on price. That is simply not our culture. In any case, it simply is not necessary because there are several reasons that allow us to price Ultra X competitively” says Mr. Smilda.
“Firstly, the single-ply carcass is made from fabric that we manufacture in-house. That is a big, big advantage in terms of quality and cost. Having a single-ply construction also helps to maximise efficiency of production because there are fewer calender runs. And having no rubber skim between the plies not only results in a thinner, stronger carcass, it also keeps the cost down. We are also making longer production runs at a maximum width of 2000mm”.
A cultural change?

Increased strength and durability of Ultra X is leading to increased productivity
To many, the idea that a single-ply construction belt can provide the necessary tensile strength while possessing considerably more resistance to ripping, tearing and impact is difficult to comprehend. This is especially so while also competing on price, which is something Dunlop are not usually recognised for. However, if conveyor operators can perhaps look beyond traditional beliefs and thinking then I strongly suspect that Ultra X really could be a game changer for them.
Leslie David

About the author
After spending 23 years in logistics management, Leslie David has specialized in conveyor belting for over 15 years. During that time, he has become one of the most published authors on conveyor belt technology in the world.