Implementing a ‘Power on Demand’ concept based on variable speed drives allows for energy saving in any application that involves pumps or hydraulic systems. When used in combination with an intelligent wiring and communication system, relevant machine data can also be easily recorded – the basis for comprehensive power management. Using energy efficiently not only saves companies money, but also saves resources and combats climate change. Pumps are an important starting point in improving energy efficiency – they are among the largest industrial electricity consumers. On average, roughly 45% of the total costs related to a pump’s service life are energy costs.
Low-cost or high-end
This means that there is still great potential in pumps for energy savings, especially in pump applications and engines based on hydraulic technology. However, the overwhelming majority of applications currently in use are operated by motors and pumps running at a constant speed.
Take for instance hydraulic power units, which nowadays are typically constructed from inexpensive asynchronous motors, motor starters and fixed displacement pumps, which require relatively small investments. However, they consume a large amount of energy; this is because the overall hydraulic power unit is designed to support the maximum pressure and volume flow required. Energy is wasted because it delivers this maximum output, even if it is not required. In addition, heat inflow into the hydraulic fluid through the constantly operating pump is high, so additional cooling capacity is required.
To increase the energy efficiency of such a system, the fundamental approach is to operate the main pump of the machine at variable speed. Thus, only the required power is made available to the system whenever needed.
As a high-end solution, this can be achieved with a four-quadrant direct drive – a servo drive controls the speed of the pump and, therefore, the pressure and volume flow. In this case, the oil only needs to be actively cooled to a limited extent.
All in all, such a unit consumes significantly less energy than a system with constant pressure. However, a direct drive can only supply one process. If hydraulic power is needed for several different processes, an equivalent number of power units are required. The four-quadrant direct drive with servo motors is thus a solution that should be placed at the upper end of the scale in terms of the investment required.
Cost- and energy-efficient solution with speed control
Eaton provides a more cost-effective alternative. In this solution, a variable speed starter or variable frequency drive takes over the control of the speed of the pump – the variable frequency drive means that more complex functionalities can be handled, while the variable speed starter is more cost-effective and easier to put into operation.
A conventional asynchronous motor is used as a drive, whereby motors from the IE2 to IE4 efficiency classes can be used depending on operating cycles and runtimes. A further increase in energy efficiency can be achieved by using permanent magnet motors, but that also involves higher investment costs.

The motor control unit receives data from a sensor about the pressure in the hydraulic system and, based on this, adjusts the motor’s speed to the volume flow requirement of the hydraulic devices consuming the energy. This ‘Power on Demand’ concept also can supply several parallel processes with similar volume flows and pressure requirements, controlling various actuators via direction control, proportional or servo valves. At the same time, users of this configuration will also benefit from longer machine life, due to lower levels of heat generation, increased operator safety, a compact design, and improved comfort by reducing the noise of the pump.
Energy savings of more than 50 per cent
With a machine model that was jointly developed with the solution partner ATP Hydraulik AG, Eaton was able to illustrate the energy efficiency of this drive concept. Three hydraulic units were operated in parallel – one system was a basic solution controlling the motor and pump at a constant speed, the second was the servo solution using the servo controller, and, in the third, a variable speed starter controlled the main pump based on the power required. Therefore, this machine model allows a direct comparison to be made of the units in terms of dynamics, energy consumption and TCO. The advantages of the variable speed hydraulic power unit were clear. Based on the basic solution, it could be proven that the “Power on Demand” concept meant achieving energy savings of approximately 60 per cent.
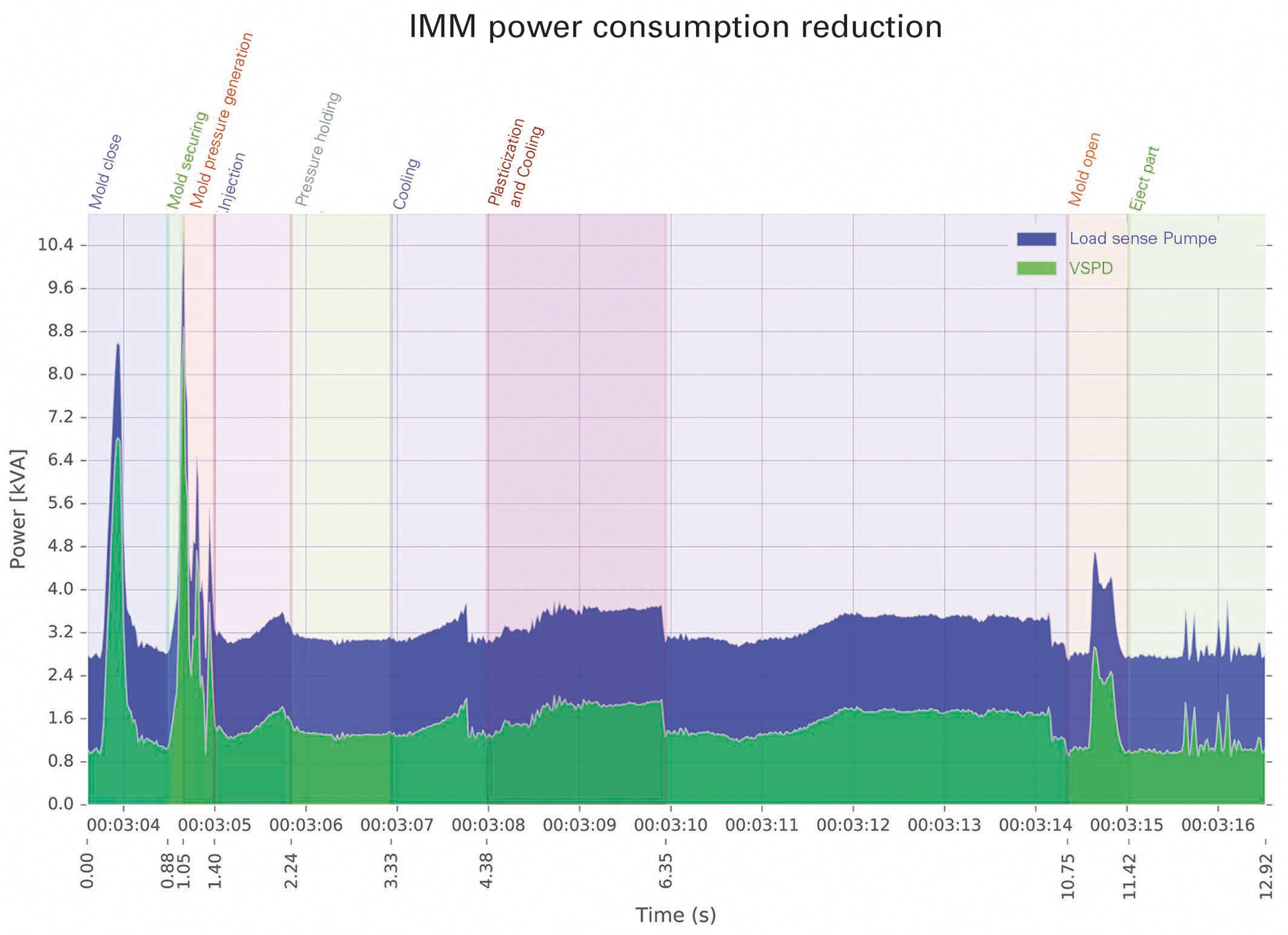
Eaton has also confirmed this saving potential in practice as part of a retrofit measure on a 20-year-old 50 t injection moulding machine. To date, their hydraulic unit has been constantly driven with a conventional 15 kW asynchronous motor. The volume flow of the pump is mechanically controlled; even at a low volume flow, the motor drives the pump at a constant speed of 1,500 revolutions and so consumes large amounts of energy. This drive was upgraded using a variable frequency drive (Eaton PowerXL DA1), a permanent magnet motor and an axial piston pump (Eaton 425 piston pump). By making the control of the motor load-dependent and only providing it with the power that the process requires, energy consumption can be reduced from 5.6 kWh to 2.8 kWh – i.e. by around 50 per cent. Assuming that the machine operates for two eight-hour shifts, 300 days a year, the annual energy savings for each machine amount to EUR 2,016. The period for achieving return on investment (ROI) in this case is 2.2 years.
IoT ready for cloud-based power management
However, reducing energy consumption is only the first step towards an energy-efficient system. The next is to create the conditions for a power management system. Extensively recording and analysing energy and machine data is the only possible way of monitoring energy consumption, identifying opportunities for improvement and checking the impact of the measures implemented. This requires the use of numerous sensors, such as for measuring pressure, positions or temperature as well as for recording information about the operational status of each individual component.
In the case of a traditional set-up where individual cables are connected, this means the considerable additional use of wires and cables for transmitting the information from the relevant component to the programmable logic controller (PLC). An intelligent wiring system at the device level, such as Eaton’s SmartWire-DT, offers clear advantages in comparison. It allows components such as switching devices, circuit breakers, pushbuttons, sensors and actuators to be connected to each other using a single cable instead of using elaborate point-to-point wiring. The cable supplies power to the connected devices while also supporting data communication. At the same time, standard components are turned into intelligent, communication-enabled devices using an ASIC module.
As the I/O modules of SmartWire-DT are available with IP67-rated protection, sensors and actuators can also be connected in the field. This means that data from a machine or system, for example, to monitor the vertical movement of the cylinder, the temperature or pressure, can be easily recorded and used for power management. By using Gateway modules, SmartWire-DT makes it possible for users to connect the system to all popular controls and fieldbus systems, such as Profibus, Profinet, CANopen, Modbus TCP, Ethernet/IP, Powerlink or EtherCAT – and to the Internet, therefore making it IoT-ready. If control devices are used with an OPC UA interface, all data – down to device level – can, for instance, be supplied for cloud-based power management software.
Author: Marco Bison, Manager of Mechatronic Technologies, Eaton