Conveyor belts play a hugely important role throughout the industrial world. Although many might think that conveyor belts are not much more than thick black rubber bands, the reality is very different. Industrial conveyor belts are actually complex components and science plays a surprisingly integral role. Here, Dr. Michiel Eijpe, Innovation & Sustainability Director of Netherlands-based Dunlop Conveyor Belting, provides an eye-opening insight into the role of the company’s laboratory and how their work not only influences the performance and quality of the finished product but equally importantly, helps to minimise environmental impact.
Controlling the quality
The laboratory, situated in our Drachten plant, lies at the very heart of just about everything we do. It consists of two primary functions – one that is responsible for process and product technology and another that is dedicated to research & development and rubber compounding. At Dunlop, our market strategy is entirely based on providing quality and longevity rather than trying to compete at the lower grade, so-called ‘economy’ end of the market and the laboratory plays a pivotal role in the quality control process. At the same time, we are proud to be the leaders in environmental issues within the conveyor belt industry. One of our big advantages is that, unlike most of our competitors, we make our own rubber rather than using outside sources. This means that we are in total control of the whole process including the chemicals and additives used in that process, which I will come back to later.

Every single batch of rubber compound is checked and thoroughly tested in the laboratory. Unless the specific batch of rubber has received the ‘seal of approval’ from the lab technicians then under no circumstances can it be released for use. This is key to achieving consistency of quality and performance.
Not a paper exercise
What seems to surprise many people is that despite our obvious focus on quality, we are not ISO 9001 accredited. We used to have the accreditation but we do not anymore and there is a very good reason for that. Some years ago, it became clear that we could make much better use of the considerable amount of time and resources needed for re-certification by developing and maintaining a ‘custom-made’ quality control program of our own. Rather than a paper-based ‘tick box’ approach, the Dunlop quality program is entirely based on applicable international EN ISO test methods and standards that are specific to conveyor belting and the continuous improvement of our products. In some cases, we use test methods that we believe are more suitable or expand existing test procedures in order to raise the standard. For example, we carry out heat resistance testing according to ISO 4195 at 175°C, which is 25°C higher than the maximum testing temperature for that standard.
No escape
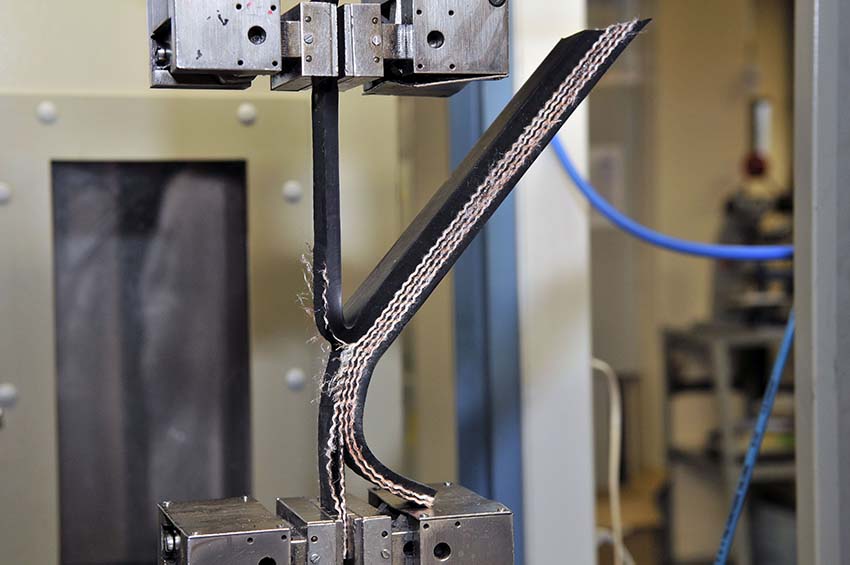
On the rare occasion that a test method for an important characteristic or property does not exist, we are happy to invent our own. A great example of this is rip resistance. Despite its significance as a key performance indicator, there are currently no internationally accepted test methods or standards for testing rip resistance. However, because a belt’s rip resistance is such an important KPI, we created a test method of our own. What we do is pull sections of belt through a right-angled piece of metal under extreme force and carefully measure and record the level of force exerted. The technicians have nicknamed the specially designed equipment they use for this harsh but very informative treatment ‘Jack the Ripper’.

Tested to the limits
Every single square meter of belt passes through a quality control checkpoint and is thoroughly examined and approved before it leaves the production line. However, that is still not the end of the quality control process. Samples of newly manufactured belt are taken at random and subjected to a wide range of tests such as testing the cover rubber for abrasion resistance and for its resistance against the damaging effects of ozone and ultra violet light.
The carcass also undergoes rigid testing of its mechanical properties including longitudinal and transverse tensile strength, tear strength, adhesion, longitudinal and transverse elongation at break and elongation at 10% tensile strength. Sample sections of belt are literally pulled and ripped apart because we believe if you want to make something to perfection then you have to test it to destruction.
Making use of test data
All responsible manufacturers, service companies and traders should, as a matter of course, provide a technical datasheet (TDS) for the specific version of the belt that they are proposing to supply because this is where the customer should be able to find much of the selection criteria data. Alongside each part of the criteria on the datasheet should be details of any applicable test methods and international standards. When assessing quality credentials it is essential to differentiate between what is simply an approved method of conducting a particular test (the test method standard itself) and the actual quality or performance standards attainedduring that test. In itself, the fact that a belt has been tested in accordance with a certain method actually means very little. What is truly important is the actual level of performance achieved compared against the minimum acceptable level of performance dictated by the test standard. In other words, was the performance standard achieved?
In Dunlop, the data produced by the incessant testing of our own belts is constantly updated and clearly shown on our technical datasheets for most applicable values. Unless specifically stated otherwise, our competitors usually only show generic information such as the applicable test method or the minimum standard of achievement demanded by the test. Some may show a few ‘actuals’ but it is extremely rare. Their data therefore does NOT reflect the actual performance achieved during the test or even a level of performance that the buyer might reasonably expect. This even applies to the dimensional measurements and acceptable tolerances such as the actual thickness of the top and bottom covers.
Comparison testing
Testing samples of belt made by our competitors is also a routine part of the work carried out in the Dunlop lab in Drachten. This kind of testing provides factual, scientific evidence that helps us keep ahead of our competitors. As a company, we need to know the strengths and advantages of our belts and the weaknesses of the competition. It is not enough to simply say that Dunlop belts are better quality and provide lowest lifetime cost because such claims must be supported by factual evidence to have any genuine credibility. Staying ahead of the rest also involves constant research & development. We are always seeking to improve existing products and looking for new innovations. The Dunlop track record for innovation speaks for itself with several breakthroughs including UsFlex, BV GT, Ultra X and Optima Heat Xtreme.

Especially because of the global problems concerning the environment, the Dunlop purchasing team are constantly searching for alternative raw materials that can reduce the environmental impact of our products. The laboratory team therefore thoroughly test, check and approve every potential alternative raw material or component for suitability and compliance before being considered for use. The lab technicians have the ultimate responsibility for making absolutely sure that safety, quality and performance will not be compromised in any way.
Setting new standards
Different working environments and industries require rubber belts that can withstand the specific demands placed on them. The list is quite long but the most common resistance classifications are abrasive wear, oil, heat and fire with resistance to other factors such as ripping and tearing and ozone & ultra violet light thrown into the equation. A key role of the Dunlop laboratory team is to improve existing products and create new ones that set new, higher standards of performance, especially in terms of safety and longevity. Rubber compounds and belt constructions that can better cope with ripping, tearing and impact are a case in point.

Over the years, our R & D team have developed rubber compounds and new belt constructions that are now widely considered as the benchmark for toughness and durability. In fact their efforts in this field are a great example of how levels of performance can be attained that were previously thought impossible. In the case of rip and tear resistance for example, UsFlex was developed some years ago and remains a best-seller for heavy-duty applications. More recently, Ultra X with its unique ground breaking single ply carcass is steadily taking the market by storm. Both belts have a resistance to tearing and ripping that is several times higher than conventional multi-ply belting.
Safety – people and the environment
The laboratory team are also responsible for ensuring that all of our products are safe for both humans and the environment by complying with EU REACH regulations regarding the use of hazardous chemicals and other safety regulations such as the use of Persistent Organic Pollutants (POPs). REACH was established by members of the EU with the specific aim to improve the protection of human health and the environment through the better and earlier identification of the intrinsic properties of chemical substances.
This is especially important for all those who regularly come into contact with rubber conveyor belts such as maintenance personnel and vulcanizers for example. Sadly, some European manufacturers have chosen to ignore these legal requirements because of the impact on production costs. Manufacturers located outside of EU member states and the UK, such as Southeast Asia for example, are not subject to such regulations. As far as I am aware, we at Dunlop were the first to achieve REACH compliance and we have been proud to be the leading advocates within the conveyor belt industry ever since.

Continuous evolution
Technology is a process of continuous evolution and it is for this reason that our laboratory not only lies at the heart of what we do today but also at the very heart of what we will be doing in the future. For us, the future begins today.

Dr. Michiel Eijpe is technical director of Dunlop Conveyor Belting in the Netherlands. A former university lecturer, he has worked in the conveyor belt industry for over 25 years. He has a Phd in fibre reinforced polymer composites and is a leading light in the development of high-performance conveyor belting and conveyor belt manufacturing technology.
Author: Dr. Michiel Eijpe