Finnish deep tech company ColloidTek, has developed Collo Analyzer, a new method for real–time liquid process quality monitoring, offering significant benefits for the food and beverage manufacturing industry. Based on EMF sensors and machine learning, the technology detects various contaminants and identifies potential risks in liquid processing with a single real-time measurement and instant, in-line analysis. This novel solution has the potential to revolutionize liquid quality control by providing food and beverage manufacturers with comprehensive information about the quality of their products at any stage of production, ensuring the safety, quality and correct taste of the end-product
In liquid processing, for example, in the dairy industry, efficient quality control is critical. It is essential to confirm that there are no contaminants in milk batches, such as the remains of CIP chemicals. Traditionally, collecting samples for laboratory analysis has been time-consuming, leading to delays and potential product quality risks. In addition to the logistics of transporting the sample to the laboratory, manufacturers can expect to wait days for results. Meanwhile, the milk has often already been processed into end-products.
However, if a sample’s testing finds the batch to be potentially hazardous, the implications may be huge. Product recalls incur significant costs, from logistics and disposal to legal fees, fines, and refunds. Further to the immediate financial costs, the potential long-term consequences caused by damaged reputation and loss of consumer trust could be capable of crippling even a larger company. This is especially true in today’s digital age, where hazardous products can go viral in a matter of hours and cause lasting reputation damage, impacting sales and profits.
“It takes years to build a great reputation, but only a day to ruin it,” says Julia Vieira, Sales Manager at Collo. “Discarding a batch even partially for quality issues costs financially, but it is much worse if a poor batch slips out because you didn’t catch a problem. Recalling products is expensive and harmful to your reputation – especially if the mistake can lead to health concerns for the consumer. Gaining real-time eyesight into your process, across your production from raw material to finished product, can make a real difference.”
Even after addressing the quality control issues, companies may struggle to regain consumer trust and restore their brand image. Preventing such mistakes through rigorous quality control, adherence to regulations, and proactive risk management is essential to safeguard a company’s financial stability and reputation.
Real-time quality control for any liquid product
With the rise of advanced technologies, comprehensive quality control is easier and cheaper to achieve than ever before. Collo Liquid Analyzer is an efficient and reliable method to ensure companies meet their quality and safety requirements. Unlike traditional laboratory testing, the Collo Analyzer offers instant, in-line analysis of the quality of the liquid.
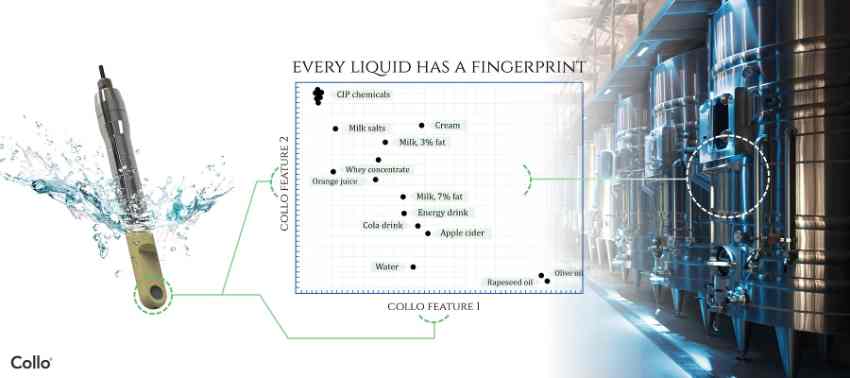
“Our solution fingerprints liquids and can detect nearly any change in any liquid,” explains Matti Järveläinen, CEO of Collo. “Collo’s strength is that it can detect various contaminants and risks from the food or beverage product with one single measurement. These include CIP chemical residues in the product, foreign objects like metal particles, cross-contamination, and even product taste or structure changes.”
Traditionally, quality control in the food and beverage industry is based on collecting samples and sending them to the laboratory, where the results arrive after several days or even weeks. In some cases, there aren’t even any tests available for detecting certain risks. With Collo, a test takes two seconds. The measurement can be done at the site manually by dipping the sensor into the product, or in-line straight from the pipe. There is no need to send samples anywhere; the results are instantly available. This is made possible by EMF technology and the advanced algorithms that power the analyzer, which is the only one of its kind in the food and beverage industry.