How conveyor belts that last up to 4 times longer dramatically reduce running costs and are significantly more sustainable.
Conveyor belts are critical components within a wide cross section of industries. Their durability and the length of their working lifetime has a huge influence on output and, ultimately, on profitability. However, the demand to cut costs has inevitably created a downward pressure on the prices and inevitably the quality of conveyor belts. Particularly in recent years, this shift in the market has opened the door to manufacturers located outside of Europe and who now dominate the European market. The downward trend in prices has been mirrored by a marked downward trend in the average working life of the conveyor belts themselves. Belts that used to run for years are often now only lasting for a matter of months and, on some of the more demanding applications, only a matter of weeks.
But according to some industry experts, conveyor belts that are capable of lasting up to four times longer than their counterparts are readily available and provide a much more effective option both in terms of cost and environmental impact. One such expert is Rob van Oijen, manager of application engineering at Netherlands-based manufacturer Dunlop Conveyor Belting explains the technical reasoning that goes into specially engineered belts and why they can run for considerably longer periods even in the most destructive environments before needing to be replaced.
Lowest lifetime cost
Regardless of the type of industry, there are two principle methods of evaluating the cost of a conveyor belt.
The most common method is simply to make a direct comparison of the price per meter. The second method is a more calculated approach based on ‘lowest lifetime cost’, also referred to as ‘whole life cost’.
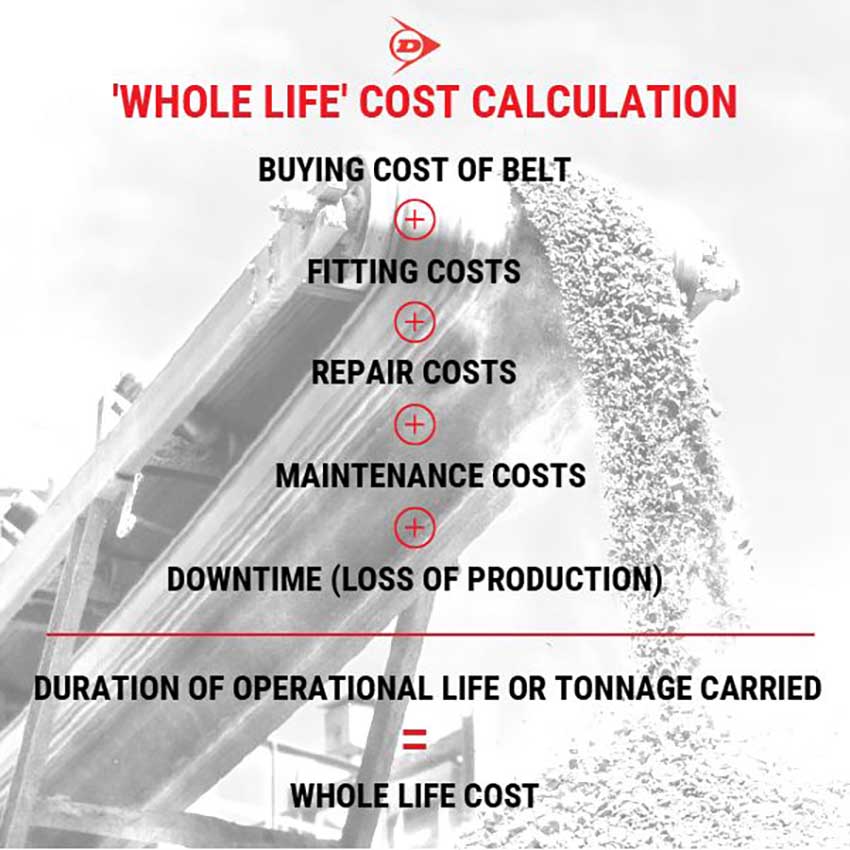
Lowest lifetime cost is the combined cost of the belt and its fitting divided either by the actual or anticipated length of its operational lifetime or by tonnage carried. For an even more accurate ‘true cost’ evaluation it is necessary to include the costs of repairs, unscheduled maintenance and lost output caused by unplanned stoppages.
The path of least resistance
There are two primary reasons why conveyor belts have to be frequently repaired and ultimately replaced prematurely. The first and most obvious cause is ripping and tearing as a result of a sharp rock or other foreign object becoming trapped and penetrating the belt carcass. Even the thickest conveyor belts can easily be ripped apart over their entire length in a matter of minutes under the right kind of circumstances.
The second cause is wear and tear where the covers of the belt are simply worn down, cut and gouged by the materials they are conveying. Wear and tear takes place over time but exactly how long that period of time is mostly depends on the durability of the belt covers.
A huge proportion of conveyor belts are replaced prematurely due to accidental damage rather than wear and tear. Consequently, instead of looking for higher quality belts that are capable of handing the demands, many operators literally follow the path of least resistance by choosing what they see as the cheaper option, which is to fit low grade, ‘sacrificial’ imported belts and accepting that they have to be repaired and replaced at much more frequent intervals.

Sacrificial belts rarely make economic sense
However, when you add together the cost of incessant repairs, the fitting costs and the lost production caused by unplanned stoppages to the cost of replacement belt after replacement belt, sacrificial belts simply do not make economic sense.
Rip and tearFor a belt to achieve an acceptable and economic life cycle, the ability to withstand the forces that rip and tear them apart is often more important than any other physical attribute. A ‘rip’ is best described as what happens when a sharp object punctures the belt and cuts it lengthwise as it is pulled against the trapped object. In contrast, a ‘tear’ is what happens when a section of belt is pulled apart in opposing directions, much like when a telephone directory is torn apart by hand as a feat of strength.

Rip and tear strength should be regarded as important KPI’s
Despite its significance as a key performance indicator, there are currently no internationally accepted test methods or standards for testing rip resistance, which is a good excuse for most belt manufacturers not to mention the subject. However, in Dunlop we regard rip and tear strength as very important KPI’s. What our laboratory technicians do is pull sections of belt through a right-angled piece of metal under extreme force and carefully measure and record the level of force exerted. Our technicians have nicknamed the equipment they use for this harsh treatment ‘Jack the Ripper’.

Dunlop’s ‘Jack the Ripper’ rip test in action
Unlike rip resistance, an international standard for tear strength does exist. The ISO 505:2017 test method measures the propagation resistance of an initial tear in textile conveyor belts, either in full thickness or of the carcass only. The test is intended for application to multi-ply (fabric) belts in installations where there is a risk of longitudinal tearing.

ISO 505 tear testing
Although it is a defined method of testing there are no standardised performance requirements. The test, often referred to as the ‘trouser test’, basically consists of mounting two cut ends of a test piece of belting in the jaws of a tensile testing machine. An initial tear made in a test piece, which is then pulled apart in opposing directions and the force necessary to propagate the tear is measured. Examination and analysis of the multi-peak tear resistance test traces is made in accordance with ISO 6133.
Finding the best solution
In my experience, there seems to be a common misconception that increasing the cover thicknesses and/or the number of plies will help. The fact is that belts that are too thick for the design of the application can cause problems such as excessive rigidity (lack of troughability and steering and handling difficulties. On conveyors where recurring damage is a problem, the only genuinely practical solution is to fit conveyor belts that have been specifically engineered for the purpose and which therefore have several times the resistance against ripping and tearing compared to standard construction belts.

Ripping, tearing and impact – the best solution is to fit a conveyor belt that has been engineered for the purpose.
This superior resistance is achieved by using specially designed fabric plies that allow the nylon strands to stretch. As the trapped object is being pulled through the belt, the super-strong strands of the fabric plies gather together into bundles that eventually become strong enough to stop the belt. The weave design of the fabric also enables the carcass to absorb the energy created by heavy object impact.

The weave design of the fabric absorbs the energy created by heavy impact.
Strange as it may seem, these special synthetic plies are usually more effective than steel when it comes to actually minimising the length of a rip.
Wear and tear
The biggest cause of rapid wear of the covers is simply because low grade ‘economy’ rubber has been used. Put another way, the rubber compound has been produced with economy (low selling price) as the first priority rather than using a formula engineered to provide a high level of wear resistance and longer operational lifetime. It is important to bear in mind that when comparing abrasion test results, higher figures represent a greater loss of surface rubber under testing, which means that there is a lowerresistance to abrasion. Conversely, the lower the figure the better the wear resistance.

The biggest single cause of rapid cover wear is poor quality rubber that has insufficient wear resistance
Manufacturers may claim that their rubber meets the required standards for abrasion resistance (maximum volume loss in cubic millimeters under ISO 4649 / DIN 53516 test conditions). However, in reality, the wear resistance may only be borderline at best or, as we regularly find during laboratory testing, totally inadequate. One example we came across recently was a belt with an abrasion resistance of 264 mm³. The manufacturer had actually sold the belt on the basis that it was a DIN W specification, which is the highest abrasion standard and demands a maximum loss of surface rubber of no more than 90 mm³. This meant that the belt had a level of wear resistance that was more than three times less than it should have been.
Not just abrasion
It is important to bear in mind that the ability of a belt cover to withstand wear is not due to its ‘abrasion resistance’ alone because it also depends on the cover rubber’s overall strength and its resistance to cut and tear propagation. If that is low then a small, seemingly insignificant area of damage in the cover can easily increase in size due to the continuous material loading and the relentless flexing around the drums and pulleys. In time, this small area of damage will spread and link up with another area of damage. Consequently, small pieces of damaged rubber are effectively cut out from the surface rather than being simply worn thinner.

The wear resistance of rubber is a combination of overall strength, resistance to abrasion and resistance to cut and tear propagation.
Yet again, the most economic solution lies with selecting a belt which has covers that have been specifically developed to handle aggressive materials. Ideally, this should be where the manufacturer has clearly stated the actual tested level of performance rather than simply indicating the applicable DIN or ISO test method. Another step beyond that is selecting the right product for a specific application by combining the properties of belt carcass and rubber cover into the ultimate solution to provide the ultimate working lifetime. A range of applications and materials handled, all in unique system designs with their own challenges, require a proper understanding of what it really takes for a conveyor belt to provide maximum performance.
Unfortunately, unless specifically stated otherwise, technical datasheets provided by manufacturers and traders almost invariably only show generic information such as the minimum standard demanded by a specific test. The data therefore does NOT reflect the actual performance achieved during the test or even a level of performance that the buyer might reasonably expect. In Dunlop, weshow actuals on our technical datasheets on most applicable values. Sadly in my opinion, we seem to be the exception to the rule.
Not worth the sacrifice
There can be no doubt that price must always be a consideration when buying conveyor belts. However, I would argue that cost is far more important than price. As the old adage goes, “price is what you pay but cost is what you spend”. As with all products, when price competition intensifies, the first thing to suffer is the quality and cost effectiveness of the product. Conveyor belts can and should be lasting substantially longer. Sadly, levels of expectation have been allowed to drop. Fortunately, there are belts out there that have a combination of the highly durable rubber covers and damage resistant carcasses that I have been talking about. Such belts are designed especially for the task and will run and run and run, even under the most extreme conditions.

Genuine European-made belts will run for years longer, even under the most extreme conditions.
I am an engineer, not a salesman, but I can tell you in all honesty that the two best examples I have ever witnessed are Dunlop UsFlex and Dunlop Ultra X. Both are amazingly durable and both have at least three or more times the resistance to ripping and tearing compared to conventional belt. Yes, I know that you would expect me to say that but it is absolutely true. Although a belt with 40 or 50% lower selling price may be tempting, experience has repeatedly shown that good quality, branded belts that are genuinely made in Europe will last up to four times longer than cheap imported, unbranded belts. The cost, both financially and environmentally, will therefore be much, much less.
Rob van Oijen
To find out more about this subject simply go to: https://www.dunlopcb.com/cover-grades/rip-impact/
About the author.

Rob van Oijen is Manager Application Engineering for Dunlop Conveyor Belting in The Netherlands. Rob has specialised in conveyors for some 15 years, supporting businesses throughout Europe, Africa, the Middle East and South America during which time he has become one of the most highly respected application engineers in Europe.